
- Самгомолд
- 19 янв 2026
Оптимизация производства пластиковых деталей: подробный анализ отчета DFM (Design for Manufacturing) для литьевых форм
1. Введение: Критическая роль DFM в Литье под давлением
В конкурентном мире производства пластиковых деталей разница между прибыльным, высококачественным продуктом и проблемным, дорогостоящим продуктом часто определяется задолго до того, как будет вырезан первый штамп. Этот решающий этап регулируется Проектирование для производства, проактивная инженерная практика, направленная на оптимизацию конструкции детали для эффективного, экономичного и надежного производства. В основе этого процесса лежит Отчет DFM— всеобъемлющий аналитический документ, который служит совместным планом для разработчиков деталей и производителей пресс-форм.
Ан Литьевая форма Отчет DFM — это не просто контрольный список; это детальный экспертный анализ и дорожная карта к успеху. Он систематически оценивает 3D CAD-модель детали, выявляя потенциальные производственные трудности, прогнозируя дефекты и предписывая оптимизации, чтобы гарантировать правильное изготовление пресс-формы с первой попытки. Эта статья посвящена важнейшим компонентам анализа DFM-отчета высшего класса, иллюстрируя, как он снижает риски проектов, экономит значительное время и деньги, а также повышает качество конечной детали.
2. Ключевые компоненты комплексного анализа DFM
Тщательный отчет DFM разбивает дизайн на столпы технологичности. Каждый раздел предоставляет целенаправленные отзывы.
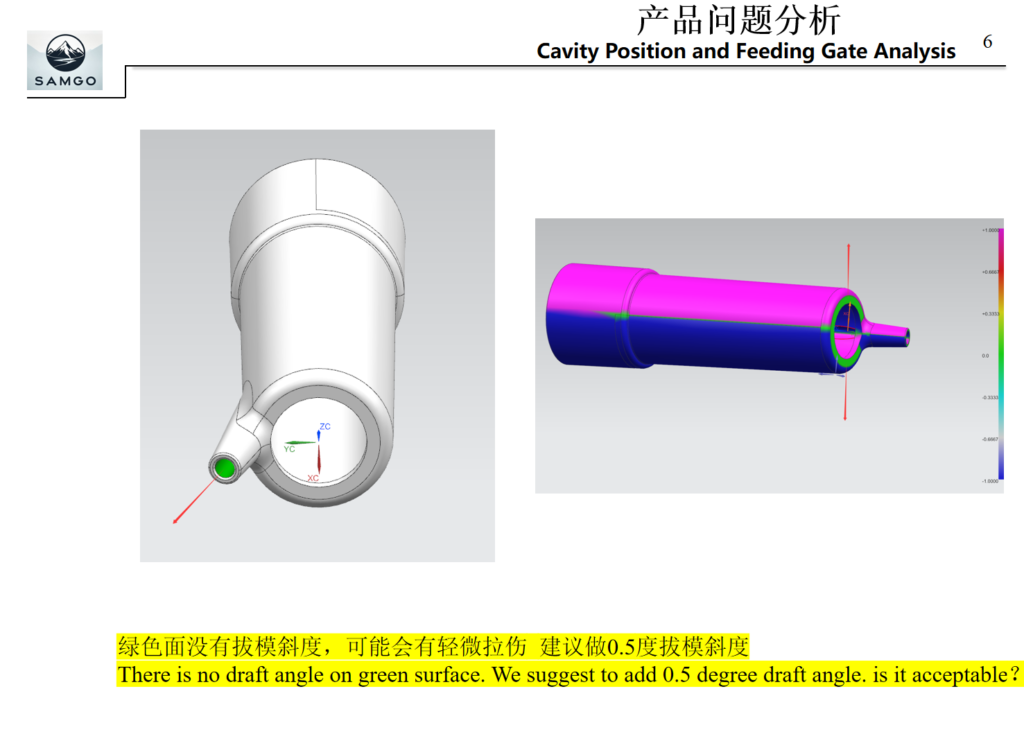
2.1. Анализ угла наклона
Возможно, самое фундаментальное правило литья под давлением – уклон, небольшое конусообразное сужение, придаваемое поверхностям, параллельным направлению раскрытия пресс-формы, – необходимо для извлечения детали. Отчет DFM тщательно измеряет уклон на каждой вертикальной грани, отмечая области с недостаточным углом (обычно менее 1 градуса, хотя он варьируется в зависимости от материала и текстуры). Без достаточного уклона деталь может прилипнуть, вызывая следы трения, деформацию или даже катастрофический сбой при извлечении во время цикла литья.
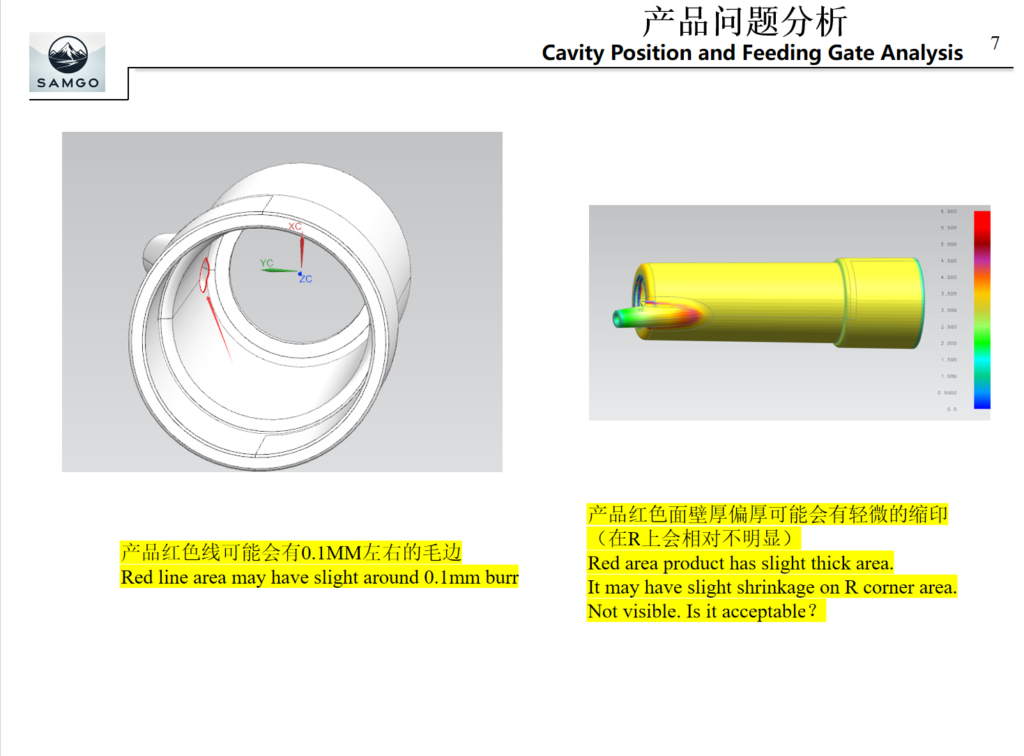
2.2. Равномерность толщины стенки
Однородная толщина стенок — залог высокого качества литья. В отчете DFM с помощью инструментов анализа толщины создается “тепловая карта” детали. Участки с большей толщиной (или “ребра” в местах соединений) выделяются, так как они остывают медленнее, что приводит к образованию втяжек, пустот и внутренних напряжений. Тонкие участки могут не заполняться должным образом, что приводит к неполному заполнению. В отчете рекомендуются такие стратегии, как удаление толстых участков и внедрение плавных переходов (максимальное изменение толщины на стыках 25%).
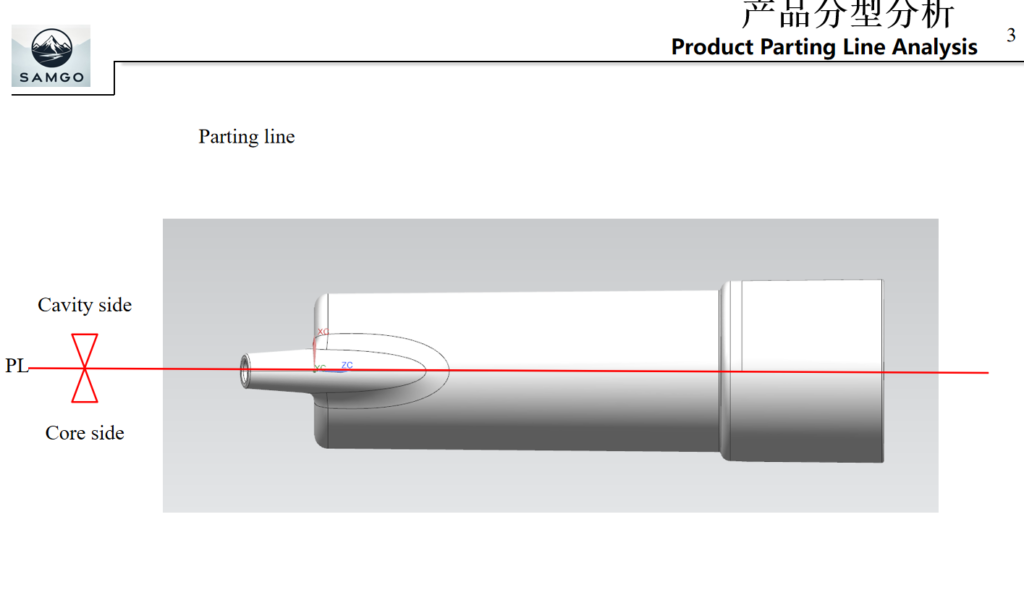
2.3. Оценка поднутрения и разделяющей линии
Поднутрения — это элементы, которые препятствуют прямому извлечению детали из формы. В отчете DFM выявляются все поднутрения и классифицируются. Для каждого предлагается наиболее экономичное решение: можно ли немного изменить конструкцию, чтобы устранить его? Если нет, следует ли использовать ползун, подъемник или вставку, загружаемую вручную? Этот анализ напрямую влияет на сложность и стоимость формы. Одновременно оптимальный Прощальная фраза— линия разъема, где встречаются половинки формы — предлагается для минимизации поднутрений и обеспечения эстетического качества.
2.4. Конструкция ребер, конструкция опорных элементов и оценка риска утяжек
Ребра и выступы — это распространенные, но сложные элементы конструкции. В отчете DFM приводятся конкретные правила геометрии: толщина ребер должна составлять 50–60 % от толщины прилегающей стенки, а выступы должны иметь выемку в основании и соединяться со стенками с помощью ребер. С помощью программного обеспечения для анализа просадок в отчете прогнозируются и визуально отображаются потенциальные следы просадок на ребрах и выпуклостях, что позволяет принять упреждающие корректирующие меры на этапе проектирования.
3. Усовершенствованный анализ: Расположение литников, наполнение, охлаждение и коробление
Современный DFM использует сложные Моделирование течения расплава (или CAE-анализ) для выхода за рамки геометрических проверок в область прогнозирования физического поведения.
3.1. Расположение ворот и симуляция заполнения
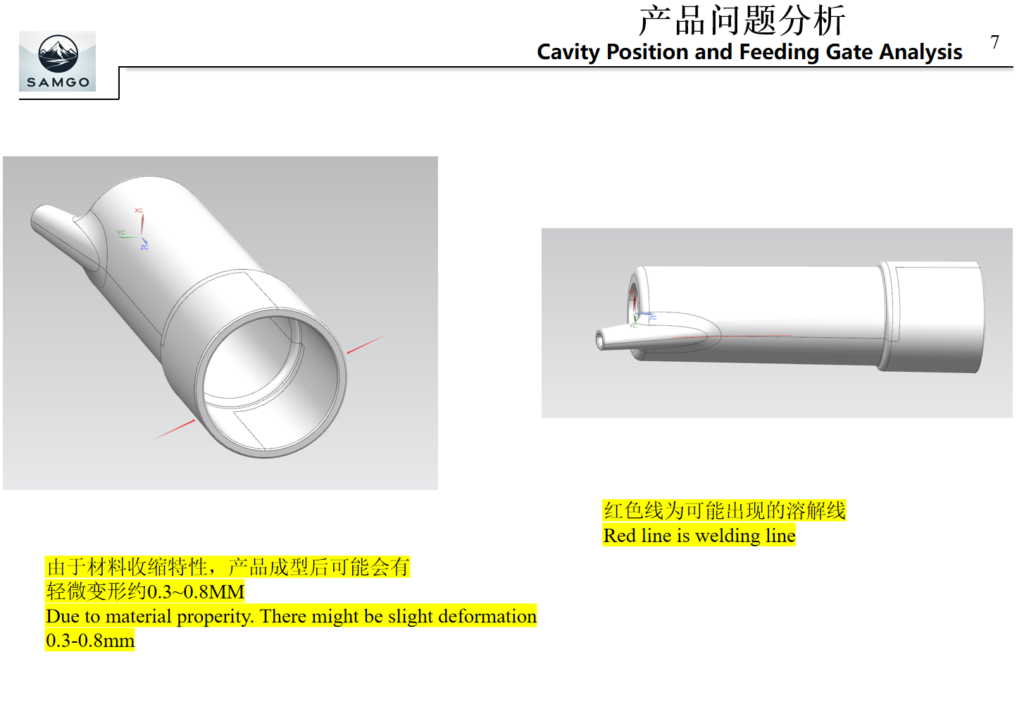
Впрыск (или заливное отверстие) — это место, куда расплавленный пластик поступает в полость пресс-формы. Его расположение очень важно. Отчет DFM включает результаты моделирования, которые имитируют поток пластика из предполагаемых мест впрыска. Он выявляет потенциальные проблемы, такие как линии спая (где фронты потока сходятся, создавая слабое место) и захваты воздуха. Анализ рекомендует оптимальное расположение впрыска, чтобы обеспечить равномерное заполнение, минимизировать косметические дефекты и расположить линии спая в некритических областях.
3.2. Анализ охлаждения и коробления
До 80 % времени цикла литья занимает охлаждение. Эффективная и равномерная система охлаждения имеет решающее значение. В отчете DFM анализируется предлагаемая схема расположения охлаждающих каналов и выявляются «горячие точки», где охлаждение недостаточное. Моделирование коробления позволяет предсказать, как различия в усадке — вызванные неравномерным охлаждением или ориентацией материала — приведут к деформации детали. В отчете предлагаются корректировки конфигурации каналов охлаждения, доработки конструкции детали или изменения в выборе материала для уменьшения коробления и обеспечения соответствия детали критическим допускам на плоскостность или сборку.
4. Материал, Допуски и Стоимостные Последствия
Отчет DFM контекстуализирует все находки в рамках практических ограничений проекта.
Обзор материалов: Это подтверждает, что выбранная смола подходит для функциональности детали, ее геометрии и требуемой отделки. Это может выявить потенциальные проблемы, такие как малая длина потока для тонких стенок или большая усадка для точных допусков.
Трендовые измерения терпимости Отчет оценивает возможность соблюдения критических размеров по сравнению с возможностями стандартного и прецизионного литья, предотвращая невозможность изготовления спецификаций.
Ключевые факторы затрат: Это чрезвычайно важный результат работы. В отчете четко прослеживается связь между конструктивными особенностями и затратами, например: “Каждый ползун с боковым приводом увеличивает стоимость основания пресс-формы примерно на X% и затраты на техническое обслуживание — на Y%”. Он предоставляет конструкторам четкие данные, позволяющие принимать обоснованные решения по поиску компромисса между идеальным дизайном и оптимальной стоимостью.
5. Заключение: Отчет DFM как документ стратегического партнерства
Кульминация процесса DFM – это больше, чем PDF; это основа для сотрудничества. Отчет мирового класса представляет результаты в понятной форме с аннотированными изображениями, 3D-видами и данными моделирования, но, что более важно, он предоставляет практические рекомендации. Для каждой выявленной потенциальной проблемы предлагается одно или несколько практических решений, ранжированных по влиянию на стоимость, качество и сроки.
Инвестирование в подробный анализ отчета DFM — это стратегическое решение, которое приносит экспоненциальную отдачу. Оно превращает процесс изготовления пресс-форм из рискованной авантюры в предсказуемую инженерную процедуру. Заблаговременно решая проблемы, компании избегают разрушительного цикла переделок пресс-форм, задержек с запуском и временных решений на производственной линии. По сути, всесторонний отчет DFM не просто анализирует дизайн — он гарантирует более плавный, быстрый и прибыльный путь от концепции до массового производства.